 ZOOMRY
ZOOMRY

How to Choose a Mining Rubber Conveyor Belt – 8 Key Selection Criteria
In mining operations, rubber conveyor belts play a vital role — differing significantly from conveying equipment in other industries in terms of design, materials, and operating environments. As a professional bulk material handling solution provider, ZOOMRY supplies a complete range of mining conveyor belts engineered for surface and underground operations. Selecting the right mining conveyor belt requires careful evaluation of eight core criteria. This guide outlines these key points to help you choose the most suitable mining rubber conveyor belt for your project.

1. Belt Strength — The Foundation of Load Capacity & Safety
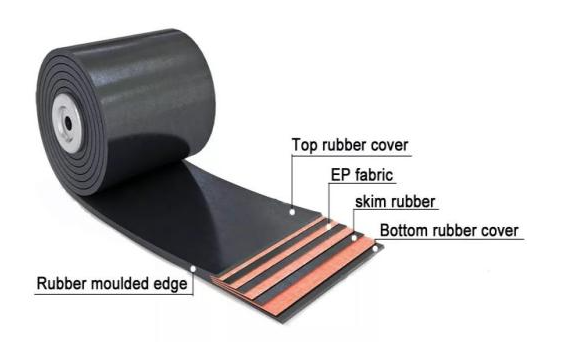
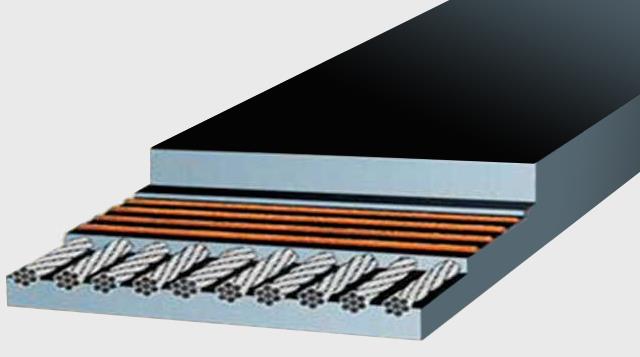
The strength grade (tensile strength N/mm or ST rating) of a mining rubber conveyor belt directly determines its maximum load capacity. Selection must be based on calculating the required strength considering material weight, bulk density, and batch size. Conveying distance is critical — longer distances increase tension due to belt and material weight; steep inclines and heavy-load startups place higher instantaneous demands. For long-distance, high-capacity, or steep incline applications, steel cord conveyor belts (ST630–ST4000, up to 4,000 N/mm) are essential. For moderate distances, fabric belts with EP or nylon carcass provide a cost-effective alternative.
2. Wear Resistance — Crucial for Harsh Mining Abrasion
Mining environments subject belt surfaces to continuous friction, scraping, and impact from hard ores. Premium mining rubber belts use high-wear-resistance rubber compounds with DIN Y or DIN Z abrasion ratings. Paired with impact beds and impact idlers, they absorb shock and reduce friction, delivering exceptional service life in iron ore, copper, and aggregate mining operations.

3. Heat Resistance — Essential for Hot Material Transport
Transporting hot sinter, coke, or cement clinker requires heat-resistant belts. Standard rubber can soften, deform, or crack under sustained heat. Heat-resistant conveyor belts are available in T1 (up to 100°C), T2 (up to 150°C), and T3 (up to 200°C) grades — constructed with EPDM/SBR compounds that maintain stable physical properties in high-temperature environments.
4. Oil Resistance — Protection Against Grease & Oil
Mining materials may contain oily components, and belts may encounter hydraulic fluids or lubricants. Standard rubber swells and delaminates when exposed to oils. Oil-resistant rubber compounds (NBR-based) effectively resist oil penetration and corrosion, extending belt lifespan in oil shale and equipment-intensive mining applications where oil contact is unavoidable.
5. Tear Resistance — Protection Against Impact & Sharp Objects
Mining involves irregular, sharp-edged materials — large ore chunks and crushed rock. Belts without sufficient longitudinal/transverse tear strength risk catastrophic failure. High-tear-resistant belts incorporate rip-stop fabric weaves or special cover compounds. For underground applications, solid woven PVC/PVG belts with integrated carcass eliminate delamination risk and provide inherent tear resistance.
6. Splicing Method — Ensuring Connection Reliability
| Splice Type | Strength | Best For |
|---|---|---|
| Mechanical Splice | 50–70% | Temporary setups, emergency repairs, frequent disassembly |
| Cold Vulcanizing | 70–90% | Small-to-medium conveyors, space-constrained sites |
| Hot Vulcanizing | ≈100% | Large, heavy-duty, high-speed, long-distance mining conveyors — recommended for long distance systems |
7. Belt Width & Thickness — Matching Equipment & Material
Belt width (B) and cover thickness must match conveyor equipment specifications (pulley diameter, idler trough angle) and material characteristics (lump size, flowability, angle of repose). Insufficient width causes spillage and mistracking. Excessive width increases costs. Cover thickness must balance wear protection with belt flexibility. ZOOMRY belts are available in widths from 300 to 3,200 mm with cover thicknesses from 5 to 12 mm.
8. Equipment Type — Matching the Operating Scenario
Mining environments vary widely — the conveying equipment type determines belt suitability:
| Conveyor Type | Best For | Recommended Belt |
|---|---|---|
| Fixed Conveyors | Permanent installations, long-haul continuous conveying | Steel cord or fabric belts |
| Mobile / Telescopic | Frequent relocation — dump sites, mobile crushers, ship loading | Fabric belts with good flexibility |
| Steep Angle / High Incline | High-gradient lifting in confined spaces | Patterned belts / Chevron belts |
| Pipe conveyors | Enclosed transfer — environmentally sensitive, curved routes | Pipe conveyor belts |
| Curved Conveyors | Directional changes without transfer points | Steel cord with high lateral rigidity |

Related Equipment
ST630–ST4000 high-tensile belts — recommended for long-distance mining conveyors.

Absorbs impact at loading points — extends belt life in abrasive mining conditions.

PVC/PVG flame-retardant belts — ISO 340 certified for underground coal mining.
Industry Solutions

Heat-resistant and high-tensile belts for sinter, coke, and iron ore conveying.

Corrosion-resistant conveyor belts for potash mining — proven by Laos 2M TPY project.
Need a Mining Rubber Conveyor Belt for Your Operation?
Contact ZOOMRY for a customized mining conveyor belt solution. Our engineers will recommend the optimal belt type, strength grade, and cover compound based on your material and site conditions.
Contact Us →