 ZOOMRY
ZOOMRY




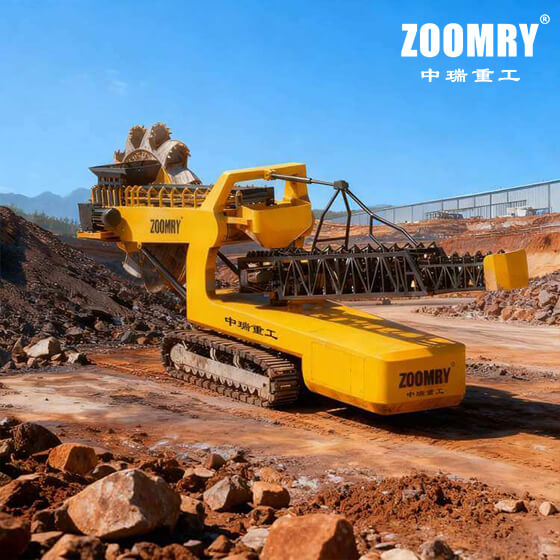
Bucket Wheel Stacker Reclaimer
High-efficiency integrated stacking and reclaiming solution for mines, ports, and bulk material terminals.
Product Overview
The Bucket Wheel Stacker Reclaimer from ZOOMRY centers on a wide handling capacity range of 500-3000 m³/h, equipped with 8-12 customized bucket wheels (diameter 5254-8200 mm), integrating a track travel system (ground pressure 125-193 kPa) and a 360° full-domain slewing mechanism. It seamlessly adapts to stacking and reclaiming operations for bulk materials in complex scenarios such as mining and port terminals. Through CE and EAC international certifications, it becomes the preferred solution for large-scale bulk material processing in global industries and can also serve as an independent bucket wheel reclaiming unit, meeting the dedicated demands of large-scale bulk material warehousing. Explore Zoomry's complete stacker and reclaimer series.

Core Advantages of Bucket Wheel Stacker Reclaimer
The core competitiveness of the Bucket Wheel Stacker Reclaimer from ZOOMRY focuses on "deep scenario adaptation + high stacking and reclaiming efficiency + strong operational stability." It targets the key pain points in mines, such as "large stockpile scales and soft terrains," and in ports, such as "strong salt spray corrosion and irregular stockpile shapes." Through the triangular coordination design of "bucket wheel-conveyor-travel," it breaks through the bottlenecks of traditional equipment, including "capacity limitations, site dependency, and frequent failures," while aligning with global customers' dual demands for international compliance and long-term durability, building differentiated competitive advantages.
500-3000 m³/h Full-Range Adaptation
The bucket wheel system, as the core of capacity, adopts a "modular configuration + wear-resistant reinforcement" design. With 8-12 bucket wheels equidistantly distributed around the circumference, each with a single bucket capacity of 0.25-0.71 m³, they can be flexibly combined based on bulk material handling scale: 8-10 bucket wheels for small to medium capacity scenarios (500-1500 m³/h), 10-12 for large-scale operations (1500-3000 m³/h), achieving capacity switching without replacing core components. The bucket wheel speed is 5-6 r/min, paired with an "arc-shaped biomimetic blade" design that conforms to the stockpile arc during material capture, reducing impacts and spillage, with material residue rate ≤0.3%.
The blade material achieves 16 mm thick Mn13 wear-resistant manganese steel, after tempering treatment with tungsten carbide coating welded on the surface, improving wear resistance by 150% over ordinary carbon steel, capable of long-term resistance to impact wear from hard bulk materials like mine ores and port coal; the inner side of the bucket wheel is fitted with streamlined guide plates to direct materials quickly into the conveyor channel, avoiding blockages and accumulation, reducing downtime for cleaning. The drive system achieves 75-1100 kW high-power motors, precisely matched by capacity gradients, with motor efficiency above 96%, IP55 protection rating, equipped with overload protection devices; when encountering oversized materials, it automatically reduces speed and alarms, ensuring uninterrupted continuous operation.
All-Terrain Mobility and Operation
The coordinated design of track travel and slewing mechanism frees the unit from site restrictions: the track drive form optionally "hydraulic motor + reducer" or "motor reducer," with travel speed of 0-2 km/h (operation mode 0.51 km/h), flexibly adjustable according to the operation rhythm. The 600 mm wide track plates, through ground pressure optimization (125-193 kPa), are only 1/2 that of traditional wheeled units, evenly distributing weight on complex grounds like soft mine fields and port stacking areas, both avoiding unit entrapment and reducing damage to ground infrastructure. View Zoomry's steel structure solutions for heavy-duty equipment foundations.
The slewing mechanism supports ±65-360° full-angle slewing for the bucket wheel reclaiming arm, with the discharge arm adjustable ±90-±105° relative to the reclaiming arm, combined with 15 m upward digging height and 1 m downward digging height, covering an 80 m diameter operation range; a single unit completes the full process of "edge reclaiming – central stacking" and "bottom clearing – high-level stacking" for large stockpiles, without frequent repositioning. The slewing drive uses dual hydraulic motor linkage, with output torque up to 12000 N·m; in full-load state, slewing error ≤0.5°, ensuring precise reclaiming positions and further reducing material loss.
High-Load Conveyor System
The conveyor system, as the "bridge" of stacking and reclaiming operations, is precisely configured to match capacity: 1200 mm belt width + 2.5-3.0 m/s belt speed for 500-1500 m³/h, 1400-1600 mm belt width + 3.0-5.0 m/s belt speed for 1500-3000 m³/h. The Conveyor Belt uses nylon core wear-resistant rubber belt (14 mm thickness), with longitudinal tensile strength of 2000 N/mm; the surface features diamond anti-slip pattern (10 mm depth) improving anti-slip performance by 50%, effectively avoiding slippage and deviation of damp coal or sticky ores; both sides equipped with 400 mm high wear-resistant rubber skirts with built-in steel wire frames, tightly blocking bulk material side leakage, adapting to high-load continuous conveyance demands. Explore Zoomry's belt conveyor systems for high-load bulk material transport.
The conveyor system also features double assurance design: automatic tensioning device real-time adjusts tension (8-15 kN) based on load to avoid belt slippage from looseness or tearing from overtightening; heavy-duty polyurethane cleaning scrapers at head and tail achieve 99.5% cleaning rate, thoroughly clearing surface residue debris, reducing belt wear and extending service life to over 3 years. View Zoomry's conveyor cleaner and scraper solutions.
Core Components
The long-term stable operation of the Bucket Wheel Stacker Reclaimer from ZOOMRY stems from the in-depth development of core components around "high-load bearing, wear resistance, easy maintenance"; each part undergoes rigorous quality verification through large-scale condition simulation testing, ensuring adaptation to continuous operation demands in global mines and ports.
Bucket Wheel Drive and Transmission Unit
The bucket wheel drive system adopts a "high-power motor + hard-tooth surface reducer" combination; the matching ZLY series hard-tooth surface reducer achieves 97.5% transmission efficiency and 60% higher load capacity than ordinary reducers, capable of withstanding instantaneous impact loads during hard material capture by the bucket wheel (maximum impact torque 1.5 times rated). The reducer and bucket wheel shaft are connected via elastic coupling to buffer startup impacts and protect transmission parts; simultaneously equipped with a torque limiter that automatically cuts power when load exceeds 120% of rated to avoid system damage.
The bucket wheel shaft uses 42CrMo forged material (diameter ≥280 mm), after tempering (hardness 220-250 HB) with surface nitriding (0.5 mm depth), improving fatigue strength by 40% to long-term withstand radial and axial loads from the bucket wheel, service life exceeding 50000 hours. The connection between bucket wheel and shaft uses high-strength bolts (M36) with precise positioning pins to avoid radial runout during operation, ensuring reclaiming stability. View Zoomry's conveyor roller and idler solutions for heavy-duty applications.
Track Travel and Hydraulic System
The hydraulic drive version of the track travel system is equipped with a 166-1410 kW overall machine power hydraulic pump station (adapted per equipment specifications); oil tank capacity 1200-2500 L, quadruple high-precision filtration (5 μm precision) ensures hydraulic oil cleanliness at NAS 7 level, significantly reducing hydraulic component wear, with system annual failure rate below 0.4%. Hydraulic pipelines use high-pressure hoses (working pressure 31.5 MPa) and stainless steel fittings, with excellent corrosion resistance perfectly adapting to high salt spray in ports and multi-dust in mines.
The track tensioning system achieves automatic adjustment via hydraulic cylinders, real-time adjusting tension based on ground hardness to avoid derailment on soft ground or excessive wear on hard ground; track drive and guide wheels are integrally forged steel, with tooth surface quenching hardness HRC60, wear resistance extended to over 10000 hours; track plate connecting pin shafts use 40CrNiMoA alloy steel, with phosphating treatment improving rust resistance by 60%, eliminating jamming issues in high-humidity mine environments.
Slewing, Luffing, and Intelligent Control
The slewing mechanism adopts a "dual slewing bearing + dual drive motor" design; the slewing bearing is a four-point contact ball bearing (diameter 3-5 m), with load capacity of 2000 kN, capable of withstanding axial, radial loads and overturning moments simultaneously, with slewing gap ≤0.1 mm to ensure operation precision. Dual drive motors synchronously output through planetary reducers to drive the slewing bearing, with slewing speed of 0.1-0.5 r/min, precisely adjustable according to reclaiming needs to avoid excessive stockpile compaction.
The luffing mechanism is driven by dual hydraulic cylinders synchronously, with cylinder diameters 180-250 mm and strokes 2-4 m, achieving 15 m upward digging and 1 m downward digging height adjustment for the reclaiming arm; cylinder seals use imported polyurethane material, oil and wear resistant, service life over 8000 hours; position sensors real-time feedback reclaiming arm height, precisely displayed on the HMI screen to prevent overtravel damage. Explore Zoomry's belt conveyor systems for integrated material handling.
The intelligent control system centers on "automated large-scale operation," with 15-inch high-definition HMI touch screen supporting multi-language switching, storing 5 groups of common operation programs (e.g., mine ore reclaiming, port coal stacking); switching scenarios achieves one-click invocation. The system supports three control modes to meet different operation demands:
- PLC full automatic mode: Through laser level meter collecting stockpile data, automatically plans layered reclaiming and fan-shaped reclaiming paths, synchronously controlling track travel and slewing mechanism to achieve "unattended" operations;
- Remote control mode: Equipped with 200 m industrial-grade wireless remote controller (IP67 anti-interference compliant), operators in safe areas real-time adjust parameters;
- Manual mode: Equipped with load warning function, automatically limits handling volume and alarms when exceeding safe threshold to ensure controllable operation.
Modular Transportation and Rapid Installation
Targeting the pain points of global mine and port projects in "difficult cross-border transportation and long installation cycles," the unit achieves "core module disassembly + high-ratio pre-assembly" design. While ensuring performance, it substantially reduces on-site deployment difficulty, accelerating project commissioning.
The equipment can be disassembled into 5 standard units: "bucket wheel module, reclaiming arm module, track chassis module, electrical control module, hydraulic module," all strictly adapted to 40-foot high containers: bucket wheel module height ≤2.5 m after hydraulic folding, weight ≤35 tons; reclaiming arm module divided into 2-3 segments (single segment length ≤10 m, weight ≤40 tons); track chassis module divided into left and right parts (single weight ≤50 tons); electrical control and hydraulic modules integrated into waterproof boxes, requiring no special transport permits. Compared to traditional integral units, cross-border logistics costs are reduced by 45%; core parts (bucket wheels, reducers, etc.) undergo anti-rust and anti-collision packaging before leaving the factory, adapting to global multi-region logistics conditions.
Before leaving the factory, the equipment completes 80% pre-assembly, including bucket wheel and reclaiming arm connection, track chassis splicing, preliminary hydraulic pipeline connection, electrical parameter calibration, and 120-hour full-load trial run (simulating 3000 m³/h large-scale stacking and reclaiming scenario), ensuring no faults during on-site installation. On-site, only 4 steps are needed for commissioning: high-strength bolt splicing of modular units (3 people 4 hours), rapid hydraulic and electrical connection (≤2 hours), slewing and luffing system debugging (≤1 hour), no-load testing and parameter fine-tuning; an experienced team can complete full deployment within 2 days.
ZOOMRY provides multi-language technical manuals including step-by-step guides, highlighting key points for heavy equipment installation (e.g., bolt tightening torque, hydraulic system venting), along with 24-hour online technical support; through video guidance, it assists in resolving installation queries without requiring professional heavy equipment installation teams.
Full-Process Quality Control
As large-scale bulk material processing equipment for global markets, the Bucket Wheel Stacker Reclaimer from ZOOMRY ensures compliant use in different countries and regions through multiple international certifications and rigorous quality control, guaranteeing long-term reliability under high-load operations.
The equipment passes EU CE certification (Machinery Directive 2006/42/EC, Electromagnetic Compatibility Directive 2014/30/EU), completing 15 heavy machinery safety specialized tests, including structural load strength (simulating 5 times rated load), emergency braking response (≤0.6 seconds), electrical safety protection (IP65), resistance to strong mine electromagnetic interference, etc., allowing direct entry into the European Economic Area market; it passes Russian Customs Union EAC certification, meeting CIS countries' "-30°C low-temperature, heavy snow mines" operation demands; technical documents are provided in Russian versions, including low-temperature bucket wheel lubrication and track anti-freeze points. Additionally, the equipment overall complies with ISO 9001 quality management system and ISO 14001 environmental management system, with full traceability from raw material entry to finished product exit; each process has detailed quality records.
ZOOMRY's self-built quality testing center is equipped with over 60 professional instruments, conducting rigorous tests on core components: bucket wheel blades undergo "1000 times 50 kg hard rock impact + 1000 hours wear test" with no obvious wear deformation; track plates undergo 500 hours soft ground travel test with wear ≤0.5 mm; hydraulic system undergoes 100 hours 31.5 MPa sealing test without leaks; electrical control system undergoes 100 hours rain test and 200 m wireless anti-interference test with normal function. Each unit must pass 20 strict tests before leaving the factory (including 3000 m³/h full-load stacking and reclaiming, 360° slewing precision, -30°C low-temperature startup, 12° slope climbing, etc.), and is delivered only after qualification.
Product Technical Parameters
| Item | Specification Parameters |
|---|---|
| Equipment Type | Track-Type Bucket Wheel Stacker Reclaimer (Integrated Stacking and Reclaiming) |
| Rated Handling Capacity (m³/h) | 500 - 3,000 |
| Overall Machine Weight (t) | 65 - 750 |
| Overall Machine Power (kW) | 166 - 1,410 |
| Bucket Wheel Configuration | Quantity 8-12, diameter 5,254-8,200 mm, single bucket capacity 0.25-0.71 m³ |
| Bucket Wheel Speed (r/min) | 5 - 6 |
| Bucket Wheel Drive Power (kW) | 75 - 1,100 |
| Slewing Angle | Bucket Wheel Reclaiming Arm ±65-360°, Discharge Arm Relative to Reclaiming Arm ±90-±105° |
| Operating Height (m) | Upward Digging 15, Downward Digging 1 |
| Reclaiming Conveyor Belt | Width 1,200-1,600 mm, Belt Speed 2.5-3.0/5.0 m/s |
| Track Travel | Speed 0-2 km/h (Operation Mode 0.51 km/h), Drive Form Hydraulic Motor + Reducer/Motor Reducer, Ground Pressure 125-193 kPa |
| Electrical Control System | 15-Inch HMI Touch Screen, Multi-Language Support, PLC Full Automatic/Remote/Manual Three Modes |
| Protection Rating | IP65 (Electrical Control Cabinet), IP55 (Motor) |
| Applicable Ambient Temperature (°C) | -30 ~ 60 (Resistant to Extreme Climates) |
| Applicable Material Types | Ore, Coal, Aggregates, Grains, Slag, and Other Bulk Materials |
| Optional Configurations | Laser Level Meter, Bucket Wheel Wear-Resistant Coating, Conveyor Belt Rain Cover, Low-Temperature Hydraulic Oil Heating System, Central Control Linkage Module |
Choosing ZOOMRY
Multi-Dimensional Customer Value Upgrade
- Flexible Capacity Adaptation: 500-3000 m³/h wide range covers different scales, single unit can replace 2-3 fixed stacker reclaimers, reducing equipment investment and idling;
- Strong Scenario Adaptability: 125-193 kPa low ground pressure requires no site leveling, 15 m upward digging + 1 m downward digging height maximizes vertical space utilization, maximizing site usage;
- Maintenance Cost Optimization: High-wear-resistant components (Mn13 bucket wheels, nylon core conveyor belts) extend replacement cycles, reducing maintenance costs by 50% compared to ordinary equipment; annual failure rate <0.6%, reducing downtime losses; modular design shortens local fault maintenance time by 40%.
Comprehensive Service Assurance System
- Technical Support: Providing multi-language technical documents (including operation manuals, maintenance guides, troubleshooting manuals); 24-hour online technical consultation, engineer response time not exceeding 3 hours, assigned personnel all possessing over 8 years of heavy bulk material equipment service experience, familiar with mine high-load, port high salt spray and other scenario pain points;
- Spare Parts Assurance: Relying on global supply chain, pre-stocking bucket wheel blades, track plates, hydraulic filter elements, etc.; after customer demand, rapid shipment via international logistics, conventional spare parts delivery cycle 5-10 days; for key customers, providing "advance spare parts planning service"—formulating purchase reserve plans according to operation intensity and vulnerable parts cycles to avoid downtime;
- Specialized Training: Conducting "large-scale stacking and reclaiming operation specialized training" (online + offline), covering bucket wheel reclaiming path optimization, emergency fault handling (bucket wheel jamming, track derailment), daily maintenance points, ensuring customer teams proficiently master equipment skills. View Zoomry's EPC project cases for real-world equipment applications.
Related Equipment

Flexible wheel-mounted bucket wheel stacker reclaimer for multi-site deployment in mining and port operations.
Crawler-mounted with 125-193 kPa ground pressure for soft terrain and complex outdoor environments.

Large-scale mining excavator with 0.25-0.71 m³ single bucket capacity and 166-1,410 kW power.
Industry Solutions

Corrosion-resistant bucket wheel stacker reclaimers for fertilizer stockyard management and blending operations.

Specialized bucket wheel reclaimers with anti-corrosion protection for potash mining and stockpile operations.
Need a Custom Bucket Wheel Stacker Reclaimer?
Contact ZOOMRY for a bucket wheel stacker reclaimer tailored to your specific capacity, material, and site conditions.
Contact Us Today




